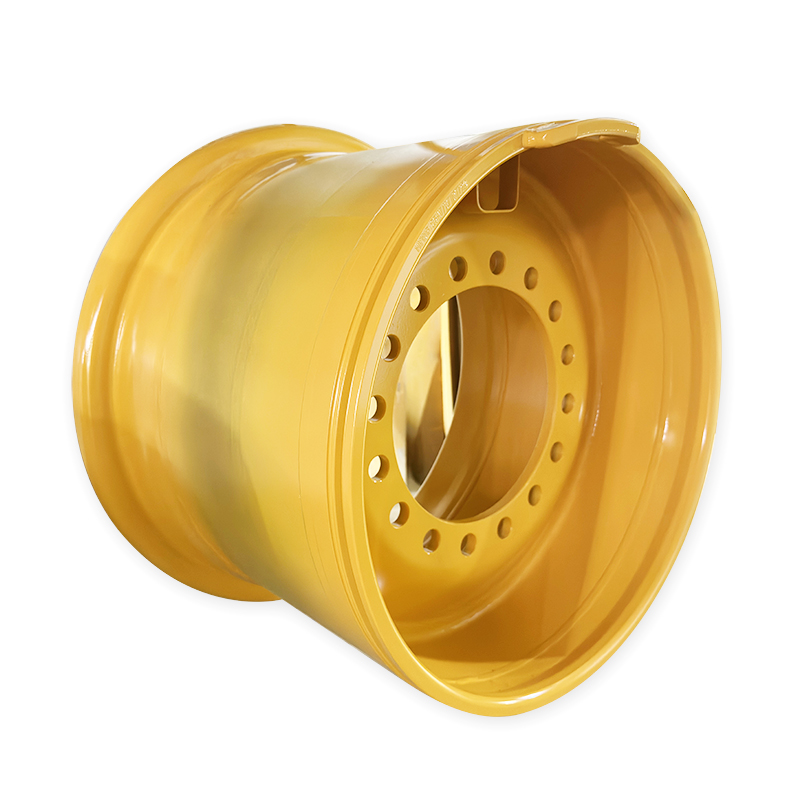
17.00-25/1.7 რგოლი სამშენებლო აღჭურვილობის ბორბლიანი მტვირთავისთვის




ორიგინალური აღჭურვილობის მწარმოებელი (OEM) ბორბლები, რომლებიც ასევე ცნობილია როგორც საფონდო ბორბლები, არის ბორბლები, რომლებიც სტანდარტულად მოდის მანქანებზე, როდესაც ისინი პირველად წარმოიქმნება. OEM ბორბლების დამზადების პროცესი მოიცავს რამდენიმე ნაბიჯს, მათ შორის დიზაინს, მასალების შერჩევას, კასტინგს ან გაყალბებას, დამუშავებას, დასრულებას და ხარისხის კონტროლს.
Volvo Wheel Loaders– ს, როგორც წესი, აქვთ ისეთი თვისებები, როგორიცაა:
1. ** დიზაინი **: OEM ბორბლები იწყება დიზაინის ფაზით, სადაც ინჟინრები და დიზაინერები ქმნიან ბორბლის სპეციფიკაციებს, მათ შორის ზომებს, სტილს და დატვირთვის ტევადობას. დიზაინი ასევე განიხილავს ისეთ ფაქტორებს, როგორიცაა ავტომობილის წონა, შესრულების მოთხოვნები და ესთეტიკა.
2. ** მასალების შერჩევა **: მასალის არჩევანი გადამწყვეტი მნიშვნელობა აქვს ბორბლის სიძლიერეს, გამძლეობას და წონას. OEM ბორბლების უმეტესობა მზადდება ან ალუმინის შენადნობისგან ან ფოლადისგან. ალუმინის შენადნობის ბორბლები უფრო ხშირია მათი მსუბუქი წონის და უკეთესი ესთეტიკის გამო. სპეციფიკური შენადნობის შემადგენლობა შეირჩევა ბორბლის სასურველი თვისებების საფუძველზე.
3. ** კასტინგი ან გაყალბება **: OEM ბორბლების შესაქმნელად არსებობს ორი ძირითადი წარმოების მეთოდი: კასტინგი და გაყალბება.
- ** კასტინგი **: კასტინგში, მდნარი ალუმინის შენადნობი შეედინება ჩამოსხმაში, რომელსაც აქვს ბორბლის ფორმა. როგორც შენადნობი გაცივდება და ამყარებს, ის იღებს ფორმის ფორმას. ეს მეთოდი ჩვეულებრივ გამოიყენება რთული დიზაინის შესაქმნელად და უფრო ეფექტურია ბორბლების დიდი რაოდენობის წარმოებისთვის.
- ** გაყალბება **: გაყალბება გულისხმობს ცხარე ალუმინის შენადნობის ბილეთების ფორმირებას მაღალი წნევის პრესების ან ჩაქუჩების გამოყენებით. ეს მეთოდი, როგორც წესი, იძლევა უფრო ძლიერ და მსუბუქ ბორბლებს კასტინგთან შედარებით, მაგრამ ეს უფრო ძვირია და უკეთესია შესრულებაზე ორიენტირებული მანქანებისთვის.
4. ** დანადგარი **: ჩამოსხმის ან გაყალბების შემდეგ, ბორბლები გადის გადამამუშავებელ პროცესს მათი ფორმის დახვეწის, ჭარბი მასალის მოსაშორებლად და ისეთი თვისებების შესაქმნელად, როგორიცაა ლაპარაკის დიზაინები, ბუჩქის თხილის ხვრელები და სამონტაჟო ზედაპირი. კომპიუტერული კონტროლირებადი მანქანები ამ ეტაპზე უზრუნველყოფს სიზუსტე და თანმიმდევრულობა.
5. ** დასრულება **: ბორბლები განიცდიან სხვადასხვა დასრულების პროცესებს, რომ გააუმჯობესონ გარეგნობა და დაიცვან ისინი კოროზიისგან. ეს მოიცავს ფერწერას, ფხვნილის საფარს ან მკაფიო დამცავი ფენის გამოყენებას. ზოგიერთი ბორბალი შეიძლება ასევე გაპრიალებული ან დამუშავებული იყოს სპეციფიკური ზედაპირული ტექსტურების შესაქმნელად.
6. ** ხარისხის კონტროლი **: წარმოების პროცესის განმავლობაში, ხარისხის კონტროლის მკაცრი ზომები იქმნება იმისთვის, რომ ბორბლები დააკმაყოფილონ უსაფრთხოების, შესრულებისა და ესთეტიკური სტანდარტები. ეს მოიცავს ტესტირებას სტრუქტურული მთლიანობის, ბალანსის, ზომებისა და ზედაპირის დასრულებისთვის.
7. ** ტესტირება **: ბორბლების დამზადებისა და დასრულების შემდეგ, მათ ექვემდებარება სხვადასხვა ტესტები, როგორიცაა რადიალური და გვერდითი დაღლილობის ტესტირება, ზემოქმედების ტესტირება და სტრესის ტესტირება. ეს ტესტები ხელს უწყობს ბორბლების სიძლიერესა და გამძლეობას სხვადასხვა პირობებში.
8. ** შეფუთვა და განაწილება **: ხარისხის კონტროლისა და ტესტირების ჩაბარების შემდეგ, ბორბლები შეფუთულია და განაწილებულია საავტომობილო ასამბლეის ქარხნებზე, ახალ მანქანებზე დამონტაჟებისთვის. ისინი შეიძლება ასევე ხელმისაწვდომი იყოს როგორც შემცვლელი ნაწილები შემდგომი გამოყენების გამოყენებისთვის.
საერთო ჯამში, OEM ბორბლების დამზადების პროცესი არის ინჟინერიის, მატერიალური მეცნიერების, ზუსტი დამუშავების და ხარისხის კონტროლის ერთობლიობა, რათა ბორბლები აკმაყოფილებდეს უსაფრთხოებას, შესრულებას და ესთეტიკურ სტანდარტებს, ხოლო ავტომობილის დიზაინსა და ფუნქციონალურობას ავსებს.
მეტი არჩევანი
| ბორბლის მტვირთავი | 14.00-25 |
| ბორბლის მტვირთავი | 17.00-25 |
| ბორბლის მტვირთავი | 19.50-25 |
| ბორბლის მტვირთავი | 22.00-25 |
| ბორბლის მტვირთავი | 24.00-25 |
| ბორბლის მტვირთავი | 25.00-25 |
| ბორბლის მტვირთავი | 24.00-29 |
| ბორბლის მტვირთავი | 25.00-29 |
| ბორბლის მტვირთავი | 27.00-29 |
| ბორბლის მტვირთავი | DW25x28 |